

TMP
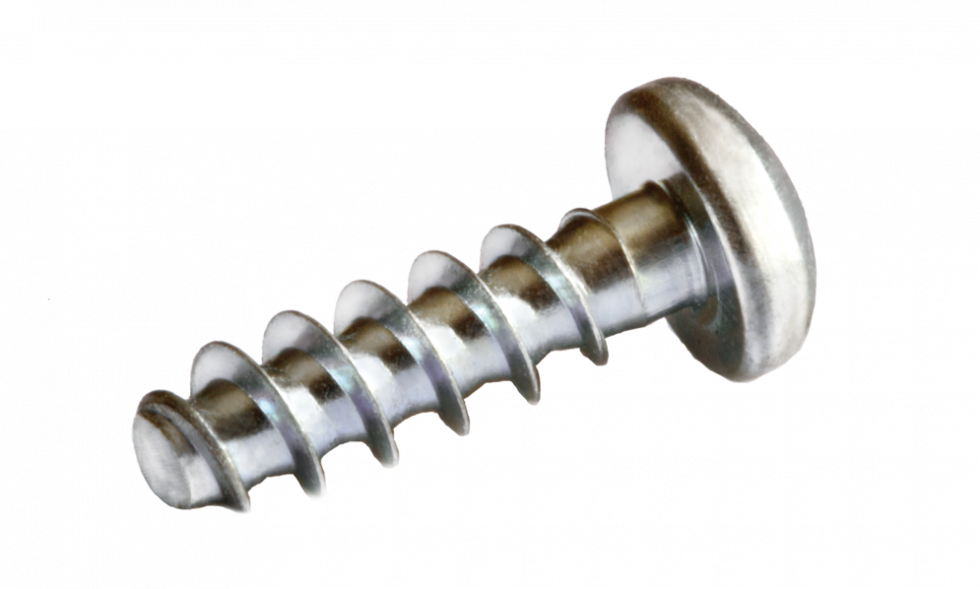
SELF-TAPPING SCREWS FOR THERMOPLASTICS
Download the technical specifications
Here you can get a PDF with the product’s full technical specifications.
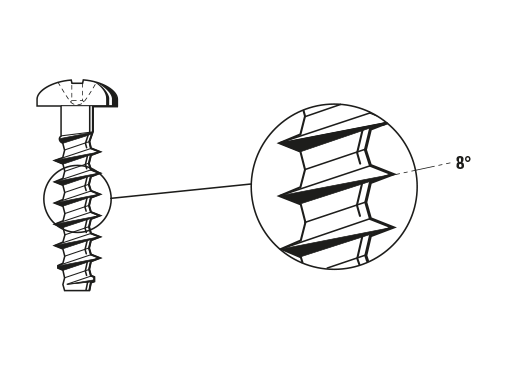
Download Our TMP self-tapping screws are fasteners for thermoplastics. The key design characteristics — including the contoured thread root, which promotes plastic flow; the 30° angle of thread, which reduces breaking forces on the boss; and a crest angle of 8° — ensure low installation torque and high pull-out forces. For applications that require a high degree of reusability and high tightening torque (properties typical of threaded inserts), TMP screws are a cost-effective solution for plastic assemblies and offer significant advantages over other types of screw.
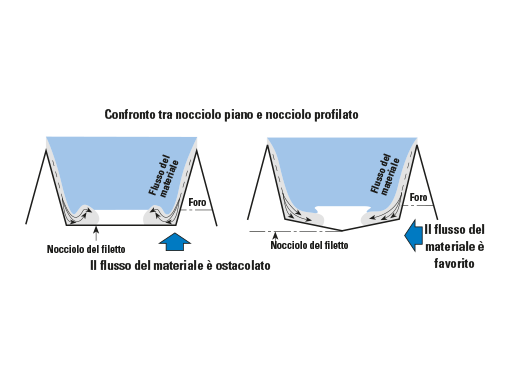
The improved flow of plastic reduces the force required and increases long-term reliability. Increased area of contact between thread and plastic for greater pull-out torque. Lower installation torque.
Minimal installation torque / maximum pull-out torque. Maximum resistance to slippage caused by vibration and loosening of the material.
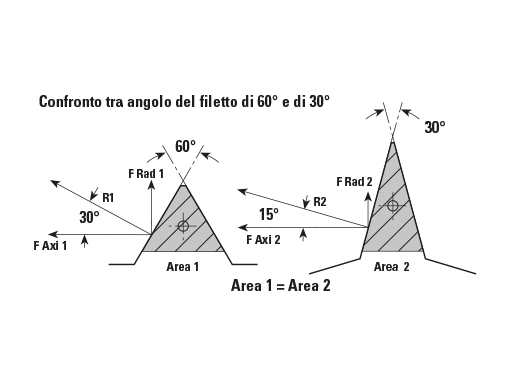
Lower radial forces, which reduces breaking forces on the boss. Reduced center of pressure, which allows for a lower installation torque.
Standard material: BS 3111 9/2 steel. Surface hardness 390 HV. Core hardness 340-380 HV.
Other materials and surface features available upon request.
When choosing a self-tapping screw, it is important to get the widest possible margin of safety between installation torque and pull-out force. Of course, the shape of the screw, the characteristics of the material, the molding process, the dimensions of the hole, and the installation speed are all factors that have an impact on the decision. In our Technology Center, we have specialized equipment that enables us to assess all these factors, which enables you to select the best screws for the application at hand.
Therefore, we highly recommend conducted pre-production tests and include a widening at the upper edge of the hole. This is important for the following reasons:
N.B. If the design of the mold or the application in an existing boss does not allow for this type of design, we recommend you contact PSM CELADA Fasteners for assistance.
To get the best performance out of a self-tapping screw, numerous factors need to be taken into account to avoid problems during production or in operation. To determine the optimal clamping force, you first need to know:
These figures should be determined using specialized equipment that simulates production conditions, because manual testing does not include the effects of the friction generated by high-speed installation. PSM CELADA Fasteners’ technology center is equipped to conduct these tests for you. The precision and repeatability of the torque of the installation tool may vary and must always be taken into account when specifying the recommended tightening torque.
Installation speed is important because speeds that are too high can destroy the material in which the screw is being installed. We recommend a maximum speed of 600 RPMs.
The following is a formula that can be used to determine the optimal torque of the installation tool (Nm):
Ta = Ti + 0.3 (Tp – Ti)
Tm: assembly torque.
Ti: installation torque or torque to cut plastic.
Tp: pull-out torque from the plastic boss.
This formula allows for an ample margin of safety in the mechanical resistance of the joint.
Here you can get a PDF with the product’s full technical specifications.
Download