

SPIRO
SP / HSR / SPTS / SPHS FOR THERMOSETS
Download the technical specifications
Here you can get a PDF with the product’s full technical specifications.
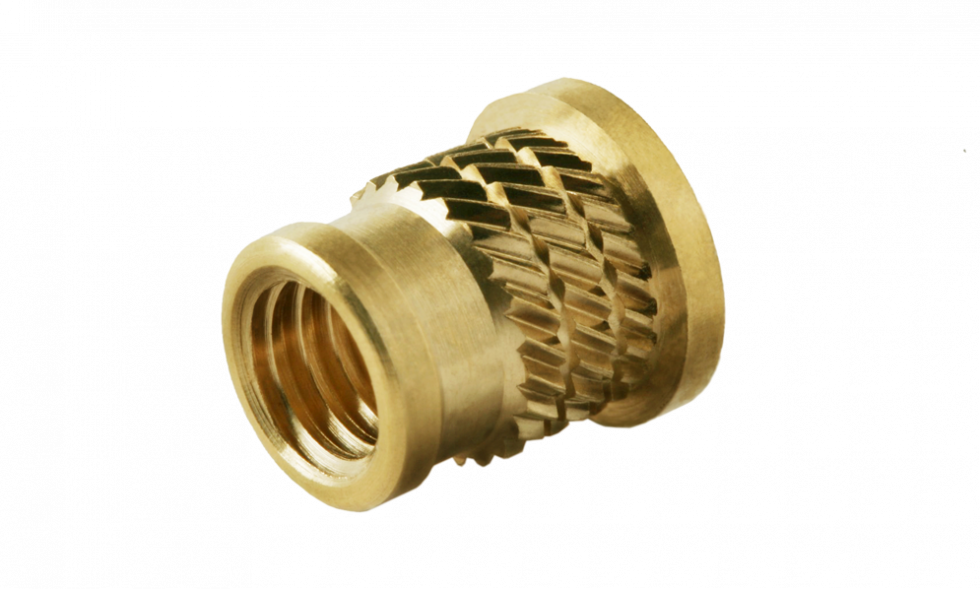
Download SPIRO is designed to cope with the difficulties presented by hard, brittle thermoset materials. The sharp, precision knurl pattern cuts into these materials, thereby reducing radial stresses and allowing for thinner boss walls than with other inserts. Flanged and stud versions are also available.

STANDARD MATERIAL
Brass (B) – Other materials available upon request.
The boreholes for Spiro inserts should always be molded in order to avoid the stresses caused by a drill. The conical shape of a molded hole should not exceed 1°, and the recommended hole diameter is as measured at the level of the hole reached by the end of the insert. The upper part of the hole must not be rounded or chamfered, and be careful to avoid flaring. Hole diameter tolerance: -0.00 + 0.10 mm.
The insert is to be installed using a squeeze-action press and NEVER a mallet or similar tool. The insert must be free to rotate in the direction of the knurl during installation. This is best achieved by using a punch tool with either a polished face or a thrust bearing. The insert must be kept axially square during installation, as any tilting will induce lateral loads on the boss wall. The recommended hole size must not be increased beyond the upper tolerance limit, as oversized holes reduce or eliminate the self-alignment effect, which can generate lateral loads and risks bursting the boss.
In the table, we provide a general guide for determining minimum wall thickness, which can vary based on the type of plastic used. It is possible to use thinner walls if necessary, but we highly recommend contacting PSM CELADA Fasteners for preliminary tests.
Here you can get a PDF with the product’s full technical specifications.
Download